








What Are the Raw Materials for Making Paper Cups? A Complete Guide to Paper Cup Raw Material
The quality, durability, functionality, food safety, and environmental impact of Disposable Paper Cups are all directly determined by thepaper cup making raw material selected for production. As the core input for the global food and beverage packaging industry, paper cup raw material must meet strict international food contact standards, while balancing production compatibility, cost efficiency, and brand customization needs. Below is a comprehensive breakdown of the main raw materials for making paper cups, their core functions, and industry-standard specifications.
Core Base Paper: The Foundation of All Paper Cup Raw Material
The base paper is the primary structural component of paper cup raw material, predominantly manufactured from natural plant fibers processed into food-grade pulp. The most widely used pulp types for paper cup production include wood pulp, bamboo pulp, and sugarcane bagasse pulp, with the type and grade of pulp selected based on the cup’s intended application, volume, and performance requirements.
Wood Pulp: The most mainstream raw material for commercial paper cup production, typically sourced from softwood (such as pine) or hardwood (such as eucalyptus) processed via chemical or mechanical pulping methods. It delivers exceptional tensile strength, uniform fiber structure, and excellent processability, making it compatible with high-speed paper cup forming machines and mass production lines.
Bamboo Pulp: A fast-growing, sustainable alternative to wood pulp, with longer, more flexible fibers than hardwood fibers. Bamboo pulp base paper offers inherent natural antibacterial properties, higher burst strength, superior water resistance, and excellent absorbency, resulting in more durable, eco-friendly paper cups for both hot and cold applications.
Sugarcane Bagasse Pulp: A byproduct of the sugar industry, this renewable pulp is widely used in eco-friendly paper cup raw material formulations, offering good rigidity and biodegradability for low-carbon packaging solutions.
The core function of the base pulp paper is to provide structural rigidity and flexibility to the finished cup, ensuring it can withstand the weight of liquids and food without tearing, collapsing, or deforming during use. We source our base paper from internationally renowned mills including Stora Enso, Sun Paper, APP, Yibin Paper, and SYMBOL Paper, with every batch undergoing strict quality control inspections for whiteness, stiffness, ash content, thickness, and smoothness to meet global food packaging technical standards. We never use recycled pulp in our food-grade paper cup raw material, guaranteeing consistent safety and reliability for food contact applications. For mini-format applications, we offer specialized 50 ml paper cup raw material, with precision-calibrated pulp grammage and fiber structure to ensure perfect forming, structural stability, and leak resistance for espresso shots, sample servings, mini dessert cups, and condiment containers.

PE Coated Paper: The Functional Core of Paper Cup Making Raw Material
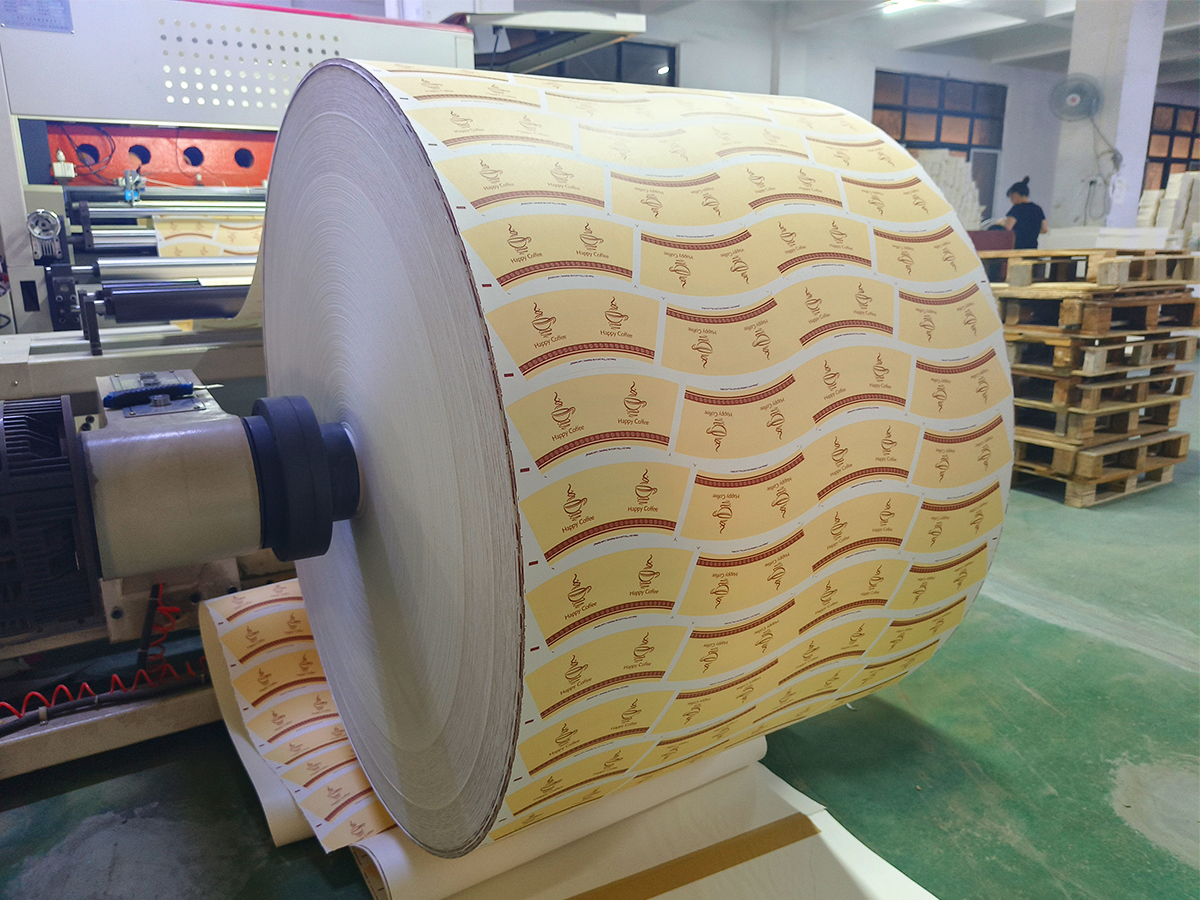
PE coated paperis the most widely used finished paper cup making raw material worldwide, and the industry standard for disposable paper cup production. To ensure paper cups can hold hot and cold liquids without leaking or softening, the food-grade base paper is coated on one or both sides with a thin, uniform layer of food-safe polyethylene (PE) resin via high-temperature extrusion lamination. This process creates the functional PE coated paper that forms the body and bottom of nearly all commercial paper cups.
The core functions of the PE coating on paper cup raw material include:
Waterproof & Leak-Proof Performance: The continuous PE film creates an impermeable barrier that effectively prevents liquid penetration into the paper fiber, eliminating leaks and seepage for both cold drinks (such as iced coffee, soda, and milkshakes) and hot beverages (such as coffee, tea, and hot chocolate).
Structural Strength Enhancement: The PE coating bonds tightly to the base paper, improving the cup’s dimensional stability and wet strength, ensuring it maintains its shape and rigidity even when exposed to moisture for extended periods.
Heat & Oil Resistance: The PE coating delivers reliable heat resistance for hot beverages up to 95°C, preventing the cup from softening or warping when in contact with hot liquids. It also provides excellent oil resistance, making PE coated paper suitable for holding oily foods such as ice cream, french fries, and fried snacks.
Food Safety & Hygiene: Food-grade PE resin is non-toxic, odorless, and fully compliant with global food contact regulations, preventing harmful substance migration and ensuring the safety of the food and beverages held in the cup.
Food-Safe Printing Inks: Critical for Branded Paper Cup Raw Material
Printed patterns, brand logos, and product information on paper cups are applied using specialized printing inks, a key secondary component of paper cup raw material. Since paper cups come into direct contact with food and beverages, the inks used must meet strict international food safety standards, with formulations designed to avoid harmful substance migration into drinks or food, even under high-temperature conditions.

The key requirements for inks used in paper cup making raw material include:
Food Contact Compliance: All inks must be non-toxic, harmless, and compliant with regional food safety regulations such as the U.S. FDA Food Contact Notification (FCN) standards and EU 10/2011 plastic food contact regulations. They must not decompose or release harmful substances when exposed to high temperatures or acidic/alkaline beverages.
Print Compatibility with PE Coated Paper: The inks must deliver excellent adhesion to the smooth surface of PE coated paper, with vibrant color retention, high-precision detail reproduction, and scratch resistance to ensure designs remain intact during production, transportation, and use.
Environmental Sustainability: Modern paper cup production prioritizes eco-friendly formulations, with water-based inks as the industry standard for paper cup raw material printing. These inks have low volatile organic compound (VOC) emissions, reducing environmental impact while maintaining food safety and print quality.
The core purpose of printing inks is to showcase brand logos, decorative patterns, product information, or promotional content on the paper cup, enhancing the product’s visual appeal, brand recognition, and market competitiveness.
Auxiliary Outer Packaging Materials for Paper Cup Raw Material
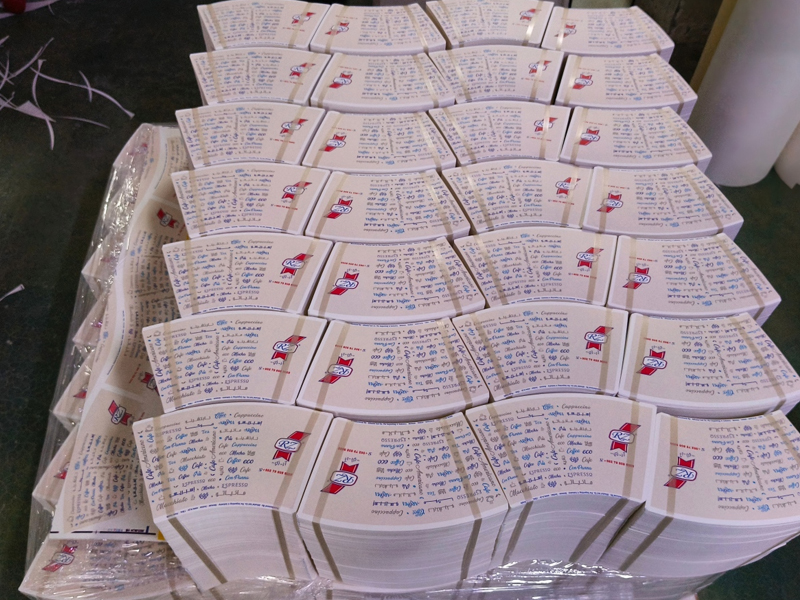
In addition to the core materials that make up the paper cup itself, outer packaging materials are a critical supporting component of paper cup making raw material, ensuring the base paper, PE coated paper, and finished cup blanks remain clean, dry, and undamaged during transportation, storage, and production. Common outer packaging materials include:
Corrugated Cardboard Boxes: Used for bulk transportation and storage of PE coated paper rolls, die-cut cup blanks, and finished paper cups. Corrugated cardboard provides excellent crush resistance and structural protection, preventing deformation or damage to the paper cup raw material during shipping.
Woven Bags & PE Inner Liners: Used for individual or small-batch packaging of paper cup blanks and finished cups. The inner PE lining delivers waterproof and moisture-proof protection, ensuring the paper cup raw material remains dry and free from contamination during transportation and warehouse storage, even in humid environments.
Customizable Paper Cup Raw Material Solutions for Your Production Needs
We offer fully customizable paper cup raw material solutions tailored to your production requirements, brand needs, and product applications. Our customization options include adjustable PE coating thickness for single or double-sided coated PE coated paper, and up to six-color high-precision printing with a full range of color patterns and custom brand designs. We also provide specialized formulations for 50 ml paper cup raw material, optimized for mini cup production lines and small-format applications.
If you are interested in our premium paper cup raw material and paper cup making raw material products, we offer free professional paper cup design services and free samples for quality testing. Please contact us today to request a customized quote, and our team will work with you to deliver food-safe, production-ready paper cup raw material solutions that meet your performance, budget, and brand requirements.